|
��ҿ��ܻ��ǵã����ʼ����˼�������: —�豸������һ�㶼����50%��—�����ֵ�Ĺ���ʱ�䲻�ᳬ��10%�� ��Щ�˿϶����Ž��ɣ������Ҳ�ֹ�����ѣ�������������Ҳ߯����Щ�ɡ�
�ܶ˾����������ʵ�ʱ������120%�������ߡ�Ϊʲô����Ϊ����8Сʱ������100������������ͨ���Ӱ�3Сʱ�������120�������������ʲ���120%ô��
�����Ҹ������ϸ�������豸�����ʵļ��㣬ָ��OEE��Ӣ�� Overall Equipment Effectiveness����д������������豸�ۺ�Ч�ʣ���������Ϊ�˷��������⣬��˵��"�豸������"��������ʱ��Ҳ�Ե�̨�豸������
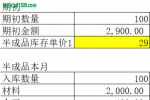
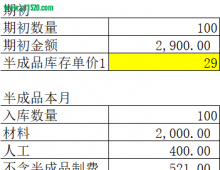
�ȿ�����: ��ij�豸ij�칤��ʱ��Ϊ8H�� ��ǰ�ƻ�ͣ��15min�� ����ͣ��30min���豸����25min�� ��Ʒ�����ۼӹ�����Ϊ0.6 min/���� һ�칲�ӹ���Ʒ450���� ��20����Ʒ�� ����̨�豸��OEE.
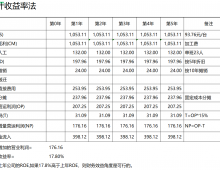
ϲ����Excel�ģ�����ֱ��������ʵ�ְ�: �豸����ʱ�� | 480 | min | �ƻ�ͣ�� | 15 | min | ����ͣ�� | 30 | min | �豸���� | 25 | min | ��ƷST | 0.6 | min | �ӹ����� | 450 | ea | ����Ʒ | 20 | ea |
�����������: �ƻ�����ʱ��= | 8*60-15= | 465 | min | ʵ������ʱ��= | 465-30-25= | 410 | min | ��Ч��= | 410/465= | 88.17% |
| �����ٶ�xʵ������ʱ��= | 410/0.6= | 683 | ea | ������= | 450/683= | 65.85% |
|
| 0.6*450/410= | 65.85% |
| ����ָ��= | (450-20)/450= | 95.56% |
| OEE=��Ч��x������x����ָ��= | 88.17%*65.85%*95.56%= | 55.48% |
|
���˽����һ��������95%���ϵ���Ʒ�ʣ���˵������豸������һ�������?�ǹ�˾˵Ҫ�½��������¹��豸����������ѵ������?Ҳ����˵���������еĻ����豸������������һ�����ϵ���������?
�ϰ壬����������İ����㲻֪�������������кö��ԭ�����豸Ч�ʵ��£��㿴���˼��ܽ��: ������ʧ��� | OEE��ʧ��� | �¼�ԭ�� | ע�� | ͣ����ʧ | ��Ч�� | �������豸ͻ�����ϡ�ԭ�϶�ȱ�� | ��ʾ�豸��ΪһЩ��Ĺ��ϣ�����ͻ���¼��������ͣ���� | ��װ������ʧ | ��Ч�� | �ı乤�ߡ��豸Ԥ�ȵ� | ��Ļ����ߣ������ߵ��Ե�����������ɵ���ʧ��һ��λ�ڹ�λ���ţ�����������һ�� | ��ͣ����ʧ | ������ | ��ͨ����������������������࣬��� | һ��ָͣ��5�������£�������Ҫά����Ա�����ͣ�� | ������ʧ | ������ | ������Ʋ������С��豸ĥ��Ա���������ص� | �κ���ֹ�豸�ﵽ��Ʋ��ܵ����� | �������̴�Ʒ��ʧ | ����ָ�� | ���ϡ��ع��� | �豸Ԥ�ȣ����ڵ�������ʽ����֮ǰ�����Ĵ�Ʒ | �������̴�Ʒ��ʧ | ����ָ�� | ���ϡ��ع��� | �����ȶ�����ʱ�����Ĵ�Ʒ |
�ϰ��Ȼ�����Ժ�ר�Ÿ��ҹܺ����ָ�꣬�ô���ú���:
—1����������
���ռ��������ߵ�ʵʱ���ݣ��Ա㽨�������ع���ϵͳ�� �ܷ���/�����������豸����Ч����������Ա�����ھ��豸����DZ���� �ܷ���/�����������ߵ�DZ�ڷ��պ�������ʧ���Ա㽵�������ɱ�������������� ��Ϊ��ҵ�������������ṩ���ӻ����������档 2���豸 �����豸�����Լ�ά�ɱ�����ǿ�豸�������ӳ��豸��ʹ�������� 3��Ա�� ͨ����ȷ���������SOP������Ͷ��ߵ������̶Ⱥ���Ч����ҵ�����Ӷ��������Ч�ʡ� 4������ ͨ����������ϵ�ƿ�����⣬����������� —5������ ��߲�Ʒֱͨ�ʣ�FTT�������ͷ����ʣ����������ɱ��� | 





 ������
������ �ö���
�ö��� ��Ĭ��
��Ĭ�� ������
������ ��ɫ��
��ɫ�� ������
������