|
�����������ҵ��������ʧ��Լռ0.5%~2%������ҵ��ͬ��ԭ���ϵ����ԡ��ӹ����ղ�ͬ����Щ��ҵ���ϵ�һ�������ʽϸߣ�����ѹ����ע����ҵ��ǰ�ӹ��ε�¯ͷ��ˮ���ϻ������Ի��ã����Դ��������Ҫ�dz�Ʒ������������ʧ������������ӵ���ҵ���е����ϡ�����ܽ�������һЩ����Ʒ�����Ƽ������ʽϵͣ�ר���ϴ��ͷ��ոߣ����Զ����仯������ϸߵĿ����ͷ��ա� ���ʵ��ҵ���ҷ���һЩ����������ļ��ɣ� һ���ܺÿ���ȺͿ�����
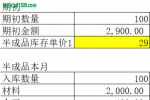
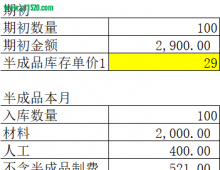
ԭ���Ͽ����=ԭ���Ͼ��ɹ����/���¹��������ý�
��Ʒ������=�¹��Ʒ�����/�������۳ɱ��� ������ָ��������۹�ģ�ȶ���δ���dz��������ϱ���������г��������ϱ��ϣ�����������ǰ���ϣ����Ե�����������
��ÿ�µ�ԭ���Ͼ��ɹ������¹��������ý��¹��Ʒ�����������۳ɱ���������ͳ�ƣ������ڳ����ϡ�����Ʒ�ͳ�Ʒ�������ǾͿ��Լ���õ���ĩ��������ԺͲ���δ�����ֵ�Ĵ�����˶�һ�¡�
�������Ǿ��������ؿ������仯�������������ָ��Ĺܿأ�ֻ���¶����ݵġ��DZ��̡���������ĩ���գ�������ֱ�ӷ�ӳ������ҵ�������������ԣ����ǻ���Ҫ��ȡ�����Ĺܿش�ʩ�� ����������� ��������Ƿdz���Ҫ�ģ�����ĩ��棬������1���¡�2���¡�3���¡�4~6���¡�7~12���¡�12~24���¡�24�������ϡ��ֱ�ͳ�������ͽ����ǶԲ��ϵķ�����һ�㶨������������Ϊ���ͣ���Ʒ����������Ϊ���͡����й�ע���Ͽ���3���½��ϴ�����ϣ������������������4�������ϵ���ʵ��ǰ�·�Ҳ���������ˣ�������Ʒ�����4~6���²��֣�ͬ������Щ���5��6���¿��������Ҳ�����ˣ���������ϣ������֮ǰ��ȡ�ĶԲ��Ƿ����������˼������͵ij�Ʒ��
���ԣ����Ϳ������������Ƿ����Ѿ������˵Ŀ�棬�����ڼ�������ǰ��ʱ���÷����Բߡ�Ҫ�С���δ�������ͣ�����˼ά��
���������仯��ץ��Դͷ
�ͻ������仯����Ӧ����仯��������Ϊ�м��������ҵ��ÿ�춼���յ��ͻ��˵ı仯����Щ��ϢԽ���˽�Խ�á�һ��������ϣ�������˽�ͻ�����仯��ϣ����߿ͻ�������ȷ�ʣ���һ����ҲҪ����ȥ�˽�ͻ�������Ŀ���Ƴ��ƻ����ر��Ǵ��е��ޣ��ͻ�ȡ����Ʒ���мƻ�����������������У��Ͽ�ͣ�ۻ��¿����ʱ���òɹ������ı����ȡ���� ��������̲ɹ����ڣ��ܶ���Ϳ�沢���������ڹ�˾������ϣ������Ѿ��´����Ӧ�̵IJɹ��������µġ��ɹ�����Խ������;���͵ķ���Խ�������Dzɹ���ʾ������ֵ���Ҳɹ����ڳ������ͷ�������������֪��ֻ��оƬ�ʹ�岣���ɹ����ڳ��������ǿ��Ը���Ӧ��̸�ñ��Ϸ����������ǰ�����˳�Ʒ����ͣ����������ͺ����ѣ����ֻ��оƬ�ʹ�岣����������������������������� ��ǿ��ع������ͻ��ͷ�Ԥ�⣬���������ؼ����ϱ��ϣ��ڲ�����������ͷŵ�ϵͳ������ʲôʱ���ù�Ӧ��������ʲôʱ���������Ҫ�������Ա���ϸ��£��빩Ӧ����������������Ϊ7�졣����ֻ��ȷ�����������ں�֤��ǰ7��֪ͨ��Ӧ��Ͷ���������ʹ������;���͵ķ��ա�
�ġ�ר����顢�ڲ�Эͬ �����������κ�һ�����ŵ������Խ���ġ������ĸ�������ǣͷ���Ը���ʵ���������ר����飬��Ҫ��ǰʶ����������嵥������ԭ��ר�������Ҫ�ǽ����з������ۡ��ɹ��������ƻ����Ե�רҵ�����������ƶ��ͻ���������Ч�����������ҪѰ����ʧ�ֲ����з���Ա���ԶԱ����������������������������ɹ����ſ���Ѱ���г����������������������ƻ�����Ҫ���������������Ĺ��������� ֻ�л��飬δ�ؾ����ڲ�Эͬ��Ҫ���ڲ�Эͬ������Ҫ�ô�ҳ�Ϊ����/���ι�ͬ�壬�ƶ����Ŀ�꣬�������ƴ����ļ�����Ҫ��粿���Ŷ��ṩһ���ļ�����
| 



 ������
������ �ö���
�ö��� ��Ĭ��
��Ĭ�� ������
������ ��ɫ��
��ɫ�� ������
������